
Heat Rate Improvement – Metode Lean Six Sigma (Analyze)
Tahapan selanjutnya adalah fase analyze, dimana pembahasan utama dari fase ini adalah untuk mengetahui penyebab dari peningkatan heat rate yang sebelumnya telah didefinisikan pada fase define dan telah terukur pada fase measure. Fase analyze terdiri dari pembahasan heat rate break down losses, identifikasi faktor penyebab utama losses, dan failure mode effect analysis (FMEA).
Heat Rate Break Down Losses
Untuk mengetahui letak losses tertinggi berdasarkan kelompok losses yang telah dibahas pada fase measure, maka didapatkan didapatkan analisa losses heat rate seperti pada tabel 1. berikut.
Tabel 1. Heat rate break down losses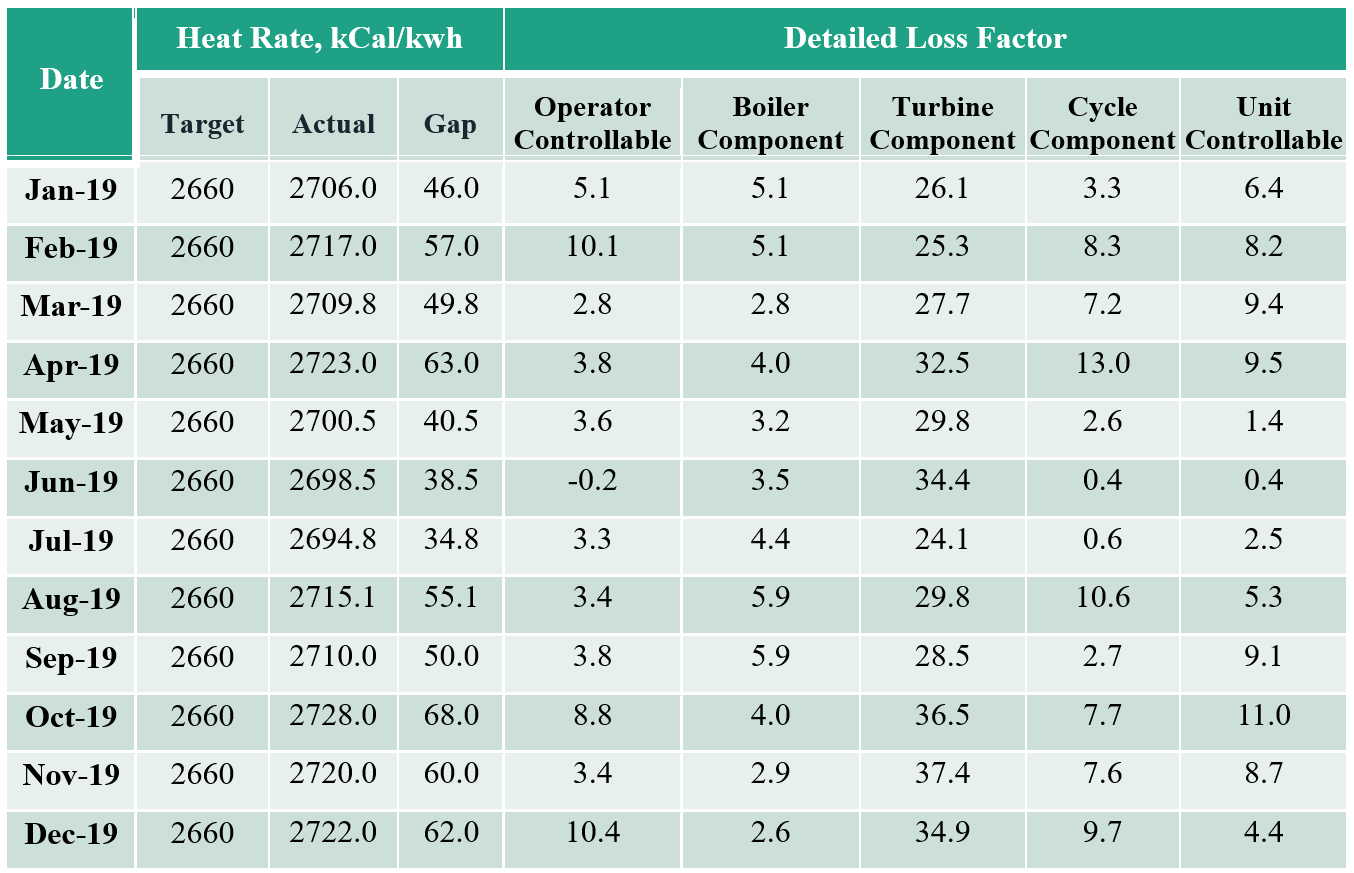
Dari tabel 1. kemudian dirubah menjadi pareto loss seperti pada gambar 1. untuk menentukan kelompok losses yang paling tinggi sehingga proses improvement dapat terfokus pada satu permasalahan.
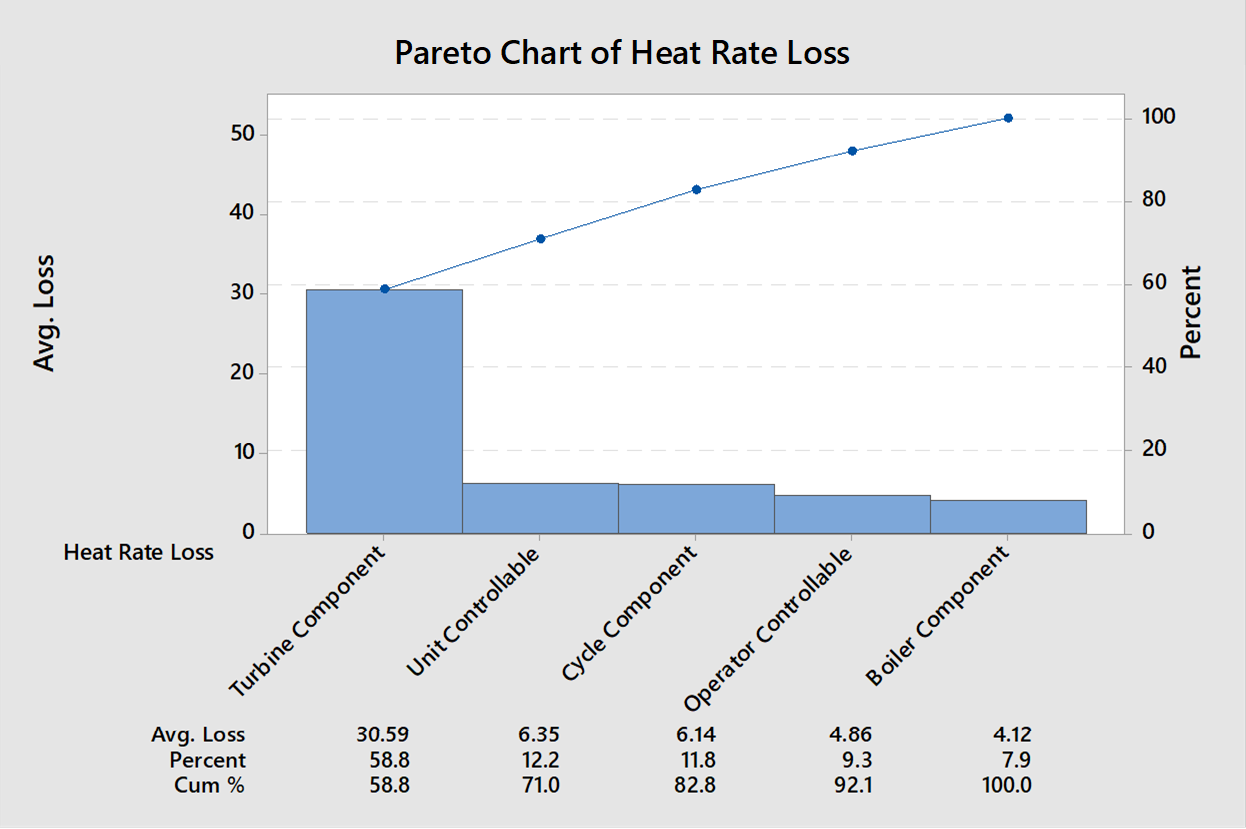 Gambar 1. Pareto chart heat rate losses
Gambar 1. Pareto chart heat rate losses
Berdasarkan gambar 1. diketahui bahwa losses tertinggi yang menyababkan peningkatan heat rate terdapat pada area turbin sehingga program improvement heat rate difokuskan untuk memperkecil losses yang terjadi pada area tersebut.
Identifikasi Faktor Utama Penyebab Losses
Setelah diketahui letak losses tertinggi terdapat pada area turbin maka selanjutnya dilakukan root cause analysis dengan dengan menggunakan metode fish bond diagram yang dijabarkan secara sederhana berdasarkan man power, methods, material, dan machine dengan keterangan seperti pada tabel 2. berikut.
Tabel 2. Keterangan fishbond diagram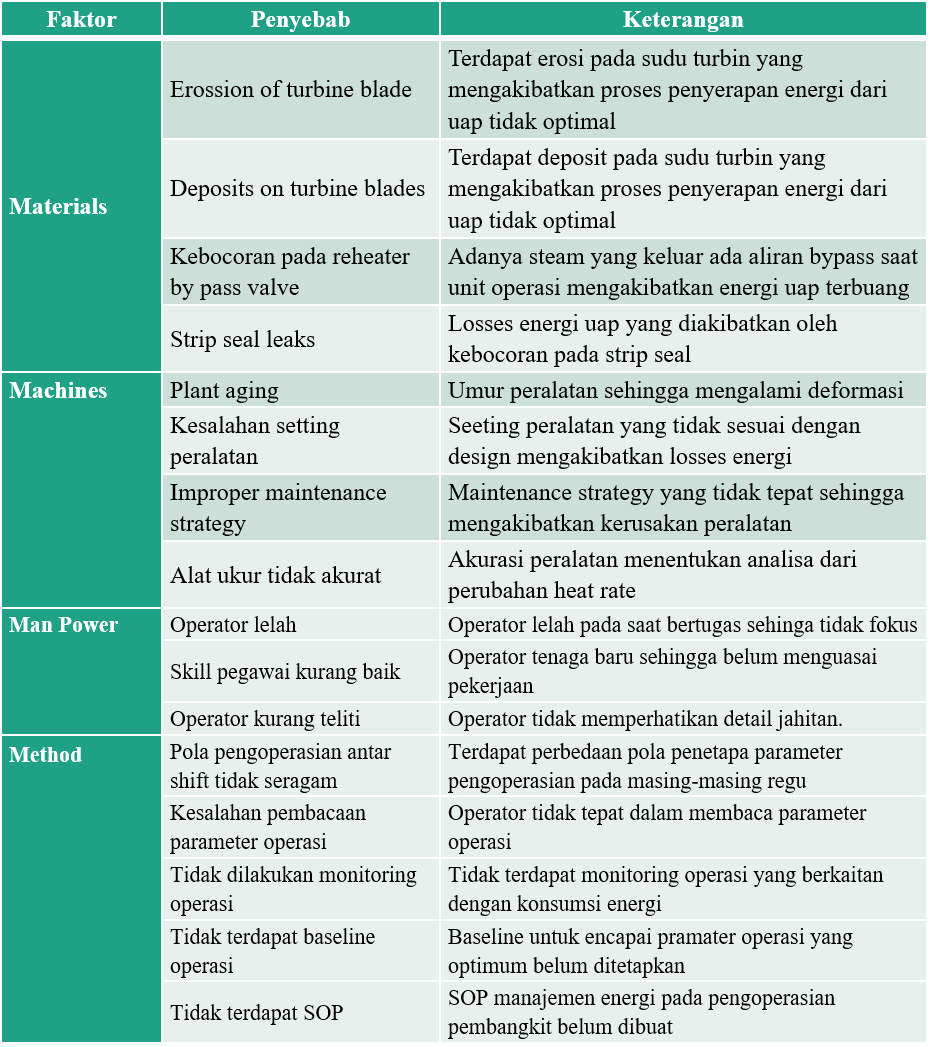
Dari tabel 2. kemudian divisualisasikan menjadi fishbond diagram seperti yang ditunjukkan pada gambar 2. kemudian ditentukan faktor dominan yang menyebabkan losses pada area turbin dengan menggunakan tools Failure Mode Effect Analysis (FMEA) dengan tujuan agar pokok permasalahan dapat teridentifikasi secara tepat sasaran. Sehingga mempermudah pemilihan tindakan apa saja yang diperlukan agar proses improvement heat rate berjalan secara efektif dan efisien.
 Gambar 2. Fishbond diagram
Gambar 2. Fishbond diagramSelanjutnya dilakukan pembuatan FMEA sebagai pendekatan untuk menentukan masalah utama pada area turbin.
Failure Mode Effect Analysis
Failure Mode Effect Analysis (FMEA) digunakan untuk identifikasi dan menentukan focus permasalahan serta prioritas langkah perbaikan. Penilaian setiap faktor dari FMEA terdiri dari keparahan akibat kegagalan (severity) dengan singkatan S, frekuensi kegagalan (occurance) dengan singkatan O, dan tingkat pendeteksian (detection) dengan singkatan D yang dilakukan dengan membagi hasil rating sehingga menghasilkan Risk Potential Number (RPN), dengan uraian seperti pada tabel 3. berikut.
Tabel 3. FMEA heat rate area Turbin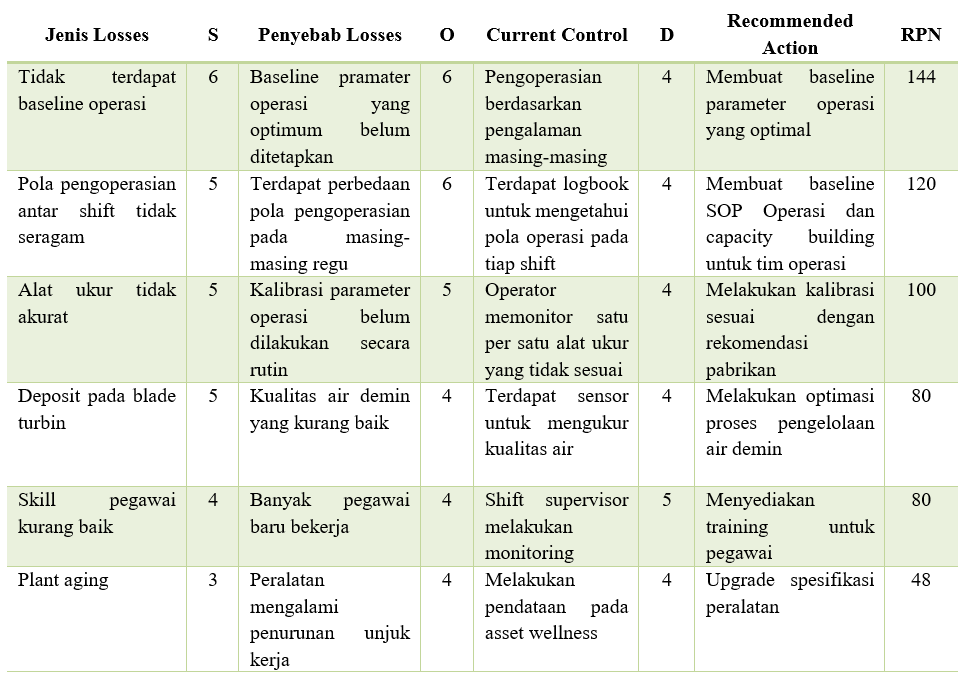
Berdasarkan tabel 3. dapat disimpulkan melalui nilai RPN tertinggi bahwa akar penyebab dari permasalahan losses pada komponen turbin adalah tidak terdapat baseline operasi untuk mengoperasikan pembangkit. Sehingga diperlukan sebuah improvement untuk menentukan baseline parameter pengoperasian turbin yang akan dibahas pada fase Improve.
@Pelabuhan Ratu




Terima kasih ilmunya Pak….btw untuk kelanjutan dari topik lean six sigma ini (Improvement & Control) nya, bagaimana ya? kok saya tidak menemukannya…..salam 🙂
Oalah, nggih mas, belum saya upload sepertinya. Terima kasih sudah diingatkan.
kelanjutan dari topik lean six sigma ini (Improvement & Control) apakah sudah diupload ya pak?
Terima kasih Pak….maaf saya sudah tulis email juga Pak…mohon direspon….suwun 🙂
Pak Hendra…klo mau diskusi bisa lewat media apa ya…? suwun
halo mas, maaf atas keterlambatan saya untuk membalas.
Silakan ke WA saya ya mas 085743322919